
_copy (1) (1)/assets/images/header/trustpilot.png)
Vad är Magnetpulverprovning?
Magnetpulvermetoden är en oförstörande provningsmetod som är lämplig för att påvisa ytdefekter såsom sprickor, bindningsfel och lamineringar m.m. i ferromagnetiska material.
I metoden utnyttjas det faktum att en ytdefekt i ett ferromagnetiskt arbetsstycke som magnetiserats, kommer att störa magnetfältet i arbetsstycket.
Genom att utnyttja denna effekt samlas magnetpartiklarna längs sprickan och gör en annars osynlig spricka synlig.
Fördelar
Magnetpulvermetoden har många värdefulla fördelar vid kontroll av ferromagnetiska material:
- Det är en av de säkraste och känsligaste metoderna för att hitta ytsprickor.
- Metoden är snabb, enkel och billig.
- Indikationerna visas direkt på arbetsstyckets yta.
- Metoden påverkas inte av eventuella avlagringar i sprickorna, t.ex. olja, fett eller andra metaller.
- Metoden kan användas även på föremål med tunnare färgskikt.
- Den kräver inte mycket förbehandling av arbetsstyckets yta.
- Undersökningen kan dokumenteras genom foto och tejpavtryck m.m., eftersom indikationen är en avbildning av felet.
- Enkel och robust utrustning medför låga investerings- och underhållskostnader.
Bilden nedan visar ett exempel på svart och vitt dagsljustest på vår referensblock 1 (här med MR® 221).

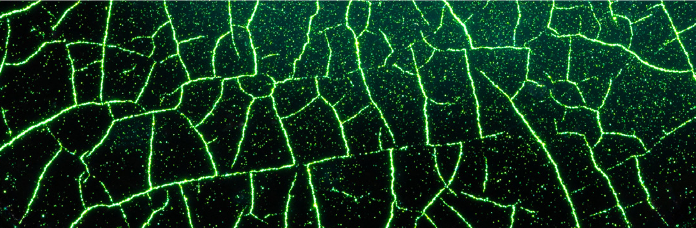
Bilden nedan visar ett exempel på fluorescerande metod på vårt referensblock 1 (artikel G19A). (här med MR® 76 FH)
Processbeskrivning
Dagsljusmetod svart/vitt
|
MR 71 Färgborttagare (Remover)
|
Steg 1: Förberedande rengöring med MR® Remover Arbetsstyckena, eller de områden som ska undersökas, ska rengöras grundligt: rost, slaggrester och andra föroreningar tas bort med lämpliga verktyg, och andra föroreningar (oljor, fetter osv.) tas bort från ytan med MR® Remover. Innan du fortsätter till nästa steg ska du se till att ytan är helt torr. |
|
|
Steg 2: Applicering av MR® White kontrastfärg vit Nu kan MR® White kontrastfärg appliceras på den förberedda ytan. Den vita färgen ska förbättra kontrasten mellan detektionsmediet och provytan. Spraya ett tunt lager MR® White kontrastfärg (skikttjocklek max 40 μm) på ytan och låt det torka i några sekunder. Om färgskiktet är för tjockt reduceras känsligheten och diskontinuiteter kan missas. |
|
|
Steg 3: Applicering av MR® Magnetisk pulvervätska spray eller suspension, svart Applicera detektionsmediet MR® Magnetisk pulvervätska spray eller svart suspension precis innan och under magnetiseringen på den vitmålade ytan. Appliceringen ska upphöra innan magnetiseringen är avslutad. Låt tillräcklig tid för indikationerna att utvecklas innan arbetsstycket flyttas. Diskontinuiteter kommer att synas som svarta magnetiska partiklar på den vita ytan. Magnetisering kan åstadkommas med en MR® Handyoke MY-3 lättviktshandmagnet |
|
MR 71 Färgborttagare (Remover)
|
Steg 4: Rengöring av arbetsstycket efter provning Efter provning och eventuell godkänd inspektion, ta bort detektionsmediet från ytan vid behov. För MR® detektionsmedier kan du t.ex. använda MR® 71 Remover. MAGNETISK PARTIKELPROVNING DIN EN ISO 9934-1 |



Processbeskrivning
Fluorescerande provning
|
Steg 1: Förberedande rengöring med MR® Remover Arbetsstyckena, eller de områden som ska undersökas, ska rengöras noggrant: rost, slaggrester och andra föroreningar tas bort med lämpliga verktyg, och andra föroreningar (oljor, fetter osv.) tas bort från ytan med MR® Remover. Innan du går vidare till nästa steg ska du försäkra dig om att ytan är helt torr. |
MR 71 Färgborttagare (Remover)
|
|
Steg 2: Applicering av MR® Magnetisk pulvervätska spray eller fluorescerande suspension Applicera detektionsmediet MR® Magnetisk pulvervätska spray eller fluorescerande suspension precis innan och under magnetiseringen på arbetsstycket. Appliceringen ska upphöra innan magnetiseringen avslutas. Låt tillräckligt med tid så att indikationerna kan utvecklas innan du flyttar arbetsstycket. Under UV-ljus (t.ex. MR® UV-Handlampa) kommer diskontinuiteter att framträda som gul-gröna fluorescerande magnetiska partiklar på ytan (följ standardens anvisningar för betraktning!). Magnetisering kan åstadkommas med en MR® Handyoke MY-3 lättviktshandmagnet |
|
|
Steg 3: Rengöring av arbetsstycket efter provning Efter provning och vid godkännande, ta bort detektionsmediet från ytan vid behov. För MR®-detektionsmedier kan du exempelvis använda MR® 71 Remover. MAGNETISK PARTIKELPROVNING DIN EN ISO 9934-1 |
MR 71 Färgborttagare (Remover)
|

För enklare beställning har vi sammanställt 2 paket med allt du behöver, ett för svart (dagsljus) och ett för svart + fluorescerande:


Magnetpulverprovning ur ett historiskt perspektiv:
Magnetpulvermetoden har, liksom andra provningsmetoder, genomgått en snabb utveckling sedan 1930-talet.
Utvecklingen har främst handlat om förbättring av provningsutrustning och hjälpmedel för att effektivisera provningsmetoden.
I dag finns många olika typer av provningsutrustning:
Permanenta magneter kan användas där strömförsörjning är omöjlig eller av säkerhetsskäl (explosionsrisk).
Observera: I alla andra fall bör permanenta magneter undvikas, eftersom magnetfältet är svagt och även större fel kan missas.
Elektromagneter är lätta att hantera, ger ett starkt magnetfält och används som allroundutrustning, särskilt på arbetsstycken där brännmärken inte får förekomma. Svetsfogar i vanliga stålkonstruktioner, lagertankar, behållare m.m. undersöks om möjligt genom magnetisering med elektromagnet.
Portabel strömmagnetiseringsutrustning består oftast av en transformator som via ett par kraftiga svetssladdar kan leverera en växelström på cirka 1500–25 000 A vid några få volt. Förutom handelektroder kan också spolar anslutas till denna utrustning för spolemagnetisering. Strömmagnetisering får endast användas där brännmärken anses helt ofarliga eller där eventuella brännmärken kan slipas bort efter provning. Gjutjärns- eller stålgjutgods kan normalt undersökas genom strömmagnetisering med elektroder, utan någon betydande påverkan på stycket.
Stationär utrustning med strömstyrkor upp till 5000 A har utvecklats speciellt för kontroll av bearbetade delar som vevaxlar, axlar osv.
Sådan utrustning kallas ofta för en magnetprovbänk. Vanligtvis har den en transformator, likriktare, ställbara strömbockar för cirkulärmagnetisering, spolar för längdmagnetisering, en behållare med pump och omrörare för suspenderad magnetvätska samt anordningar för strömreglering, inklusive avmagnetisering. Dessutom kan ultravioletta lampor anslutas för fluorescerande magnetpulverprovning. Den största fördelen med sådan utrustning är att man i samma provning kan undersöka arbetsstycket för både längsgående och tvärgående fel.